Client
As a global specialist for pumping complex media, NETZSCH Pumpen & Systeme GmbH, headquartered in Waldkraiburg, Upper Bavaria, specialises in the development, production and sale of positive displacement pumps. More than 75,000 pumps are produced every year, which are used in a wide range of industries such as environment & energy, food & pharmaceuticals, chemicals & paper, oil & gas, mining and battery production.
NETZSCH Pumpen & Systeme GmbH is part of the NETZSCH Group, which employs over 4,000 people worldwide, around 600 of whom work at the NETZSCH Campus in Waldkraiburg.

Initial situation
For the manufacture of the pumps, semi-finished products in various grades with diameters of up to 540 mm are cut from whole bars and tubes. These saw cuts are then fed to the subsequent turning/milling production processes. The old sawing centre at NETZSCH consisted of two stand-alone automatic band saws from BEHRINGER and many individual cantilever arm storage systems, which took up an entire production hall. The overhead crane was used to unload the raw material from the lorry, store the bars in the manual long goods store and feed the saw. In addition, the materials were not catalogued.


Task and selection of partners
The main aim of the project was to achieve a significant increase in efficiency and a reduction in costs . "We wanted to reduce crane movements, integrate material management and thereby achieve cost control ," emphasises Markus Hanslmaier.
"Initially, we were in separate discussions with both partners," explains Markus Hanslmaier. "The customised project planning of both project participants convinced us. Space is tight, but Remmert and Behringer found a suitable solution.
When the raw material is collected, the bars are separated and sorted into the storage cassettes of the bridge storage system. Within the storage cassettes, the bars or tubes are separated using dividing pins so that they can be automatically removed later. The cassette is then stored in the high-bay warehouse.


Remmert's goods management system (WMS for short) serves as the central planning and control system. This is where the complete material inventory management takes place. It also serves as an interface between the customer's ERP system (SAP) and the two BEHRINGER bandsaw machines. Production orders are automatically imported from SAP, the raw material is scheduled accordingly and the order is transferred to one of the two bandsaws.

Transfer zone
Main time parallel feeding of the saw
The raw material is transferred fully automatically from the high-bay warehouse to the saws by a gantry robot, the so-called PICK system. At the same time, the corresponding order data is imported via an interface. On the infeed side, both sawing systems are equipped with pendulum roller conveyors that move transversely. This makes it possible to load and unload one roller conveyor while the long material for the active sawing job is on the other side. This virtually eliminates non-productive times and maximises system throughput.

Sawing task
Fully automatic processing of sawing orders
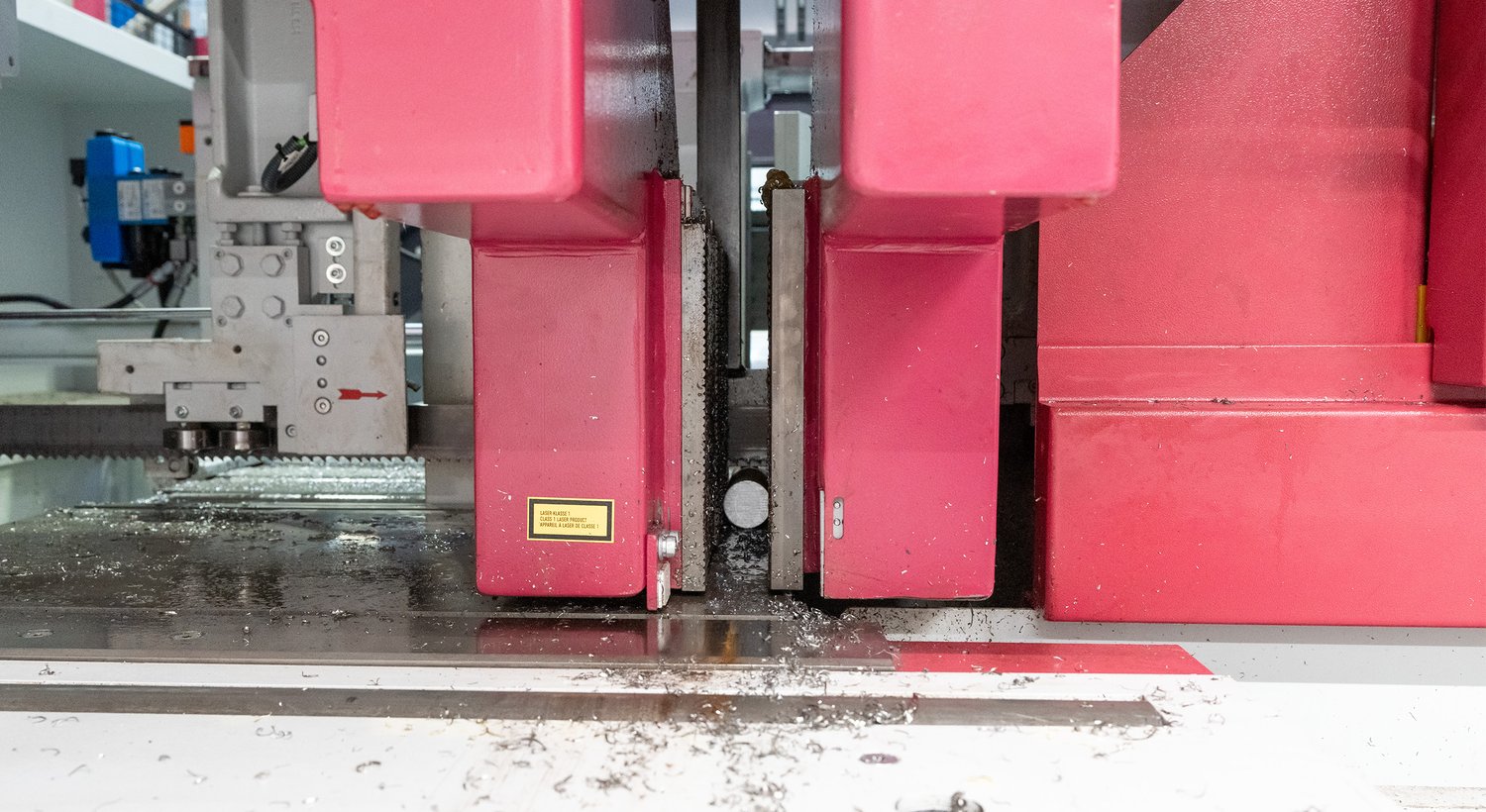
NETZSCH relies on proven sawing technology from BEHRINGER to process the sawing jobs. The two high-performance automatic band saws HBE411A Dynamic and HBM540A are characterised by precise saw cuts and reliability in unmanned operation. This is ensured by the basic design of the two bandsaws in portal construction, the use of vibration-damping cast components, their saw feed system with servo motor and the reliable chip disposal system. As a result, costs can already be reduced during the sawing of semi-finished products by minimising processing allowances. Particularly with regard to the range of materials, which often includes expensive heat-treatable steels and duplex steels through to titanium and nickel-based alloys, there is a high savings potential.
Sorting the finished semi-finished products
The finished semi-finished products are sorted by order for transfer to subsequent process steps. NETZSCH opted for the following solutions for this:
On the outfeed side of the HBE411A Dynamic bandsawing machine, a link conveyor is responsible for transporting the material. In addition to long good parts, it can also easily convey very short offcuts or remnants. A push-off device pushes the good parts, whether long or short, onto the designated material storage and closed material tables. Cut-offs and offcuts end up in a scrap container at the end of the link conveyor.

Meanwhile, the HBM540A industrial saw offers a cut-off gripper on the outfeed side for sorting the sawn parts. The cut-off gripper is the most process-reliable and flexible solution on the market and makes it possible to distribute both short cut-offs and long, heavy good parts to different depositing positions. Both sides of the outfeed roller conveyor can be occupied with deposit positions and the available space can be optimally utilised. Cut-offs and offcuts are pushed into scrap containers on the left-hand side. Good parts can be sorted according to material quality or length and allocated to the different material deposit locations. NETZSCH chose a combination of a closed material table for short pieces and open storage positions for long bars.

Return to storage
If the bar has not been completely sawn open, the picking robot puts the remaining material back into storage. The length of the remnant and the cassette number are recorded in the materials management system. This means that the remnant can be used again for a future work order.
If the offcut is 600 mm or less in length, it is ejected. However, it remains in the remnant management system and is stored in defined remnant boxes.
Result
The manual labour required by the operators has been drastically reduced. The overhead crane is now only used for the initial storage of the material in the warehouse and for the final removal of the sawn sections. "This is a quantum leap in occupational safety," emphasises project manager Markus Hanslmaier. "The introduced goods management system ensures full control over the available raw material and usable offcuts at all times."

The space required for the warehouse has also been significantly reduced. Where previously an entire hall was required as storage space, storage is now concentrated on the footprint of the high-bay warehouse. The bridge storage system consists of 412 long goods cassettes with a total capacity of around 1600 tonnes.
The new sawing centre with bridge storage and fully automated material flow ensures a significant increase in efficiency. Around 1500 saw cuts are made per week in three-shift operation.

